A frac manifold er et højtryksvæskedistributionssystem, der bruges i hydrauliske fraktureringsoperationer (fracking) til at lede, kontrollere og distribuere tryksat fraktureringsvæske fra flere pumpevogne til et eller flere brøndhoveder samtidigt. Kort sagt: uden en frac manifold , er det fysisk umuligt at koordinere output fra 10-40 højtrykspumper til en enkelt boring ved de tryk og strømningshastigheder, der kræves af moderne færdiggørelsesoperationer. En typisk fraktureringsmanifold skal håndtere arbejdstryk på 10.000–20.000 psi og flowhastigheder på over 100 tønder pr. minut (bpm), hvilket gør det til et af de mest mekanisk krævende udstyr på ethvert brøndsted. Denne artikel forklarer hvordan frac manifolder arbejde, de vigtigste designtyper, udvælgelseskriterier, operationel bedste praksis og den udviklende teknologi, der omformer denne kritiske udstyrskategori.
Hvad er en Frac Manifold? Funktion og kernekomponenter
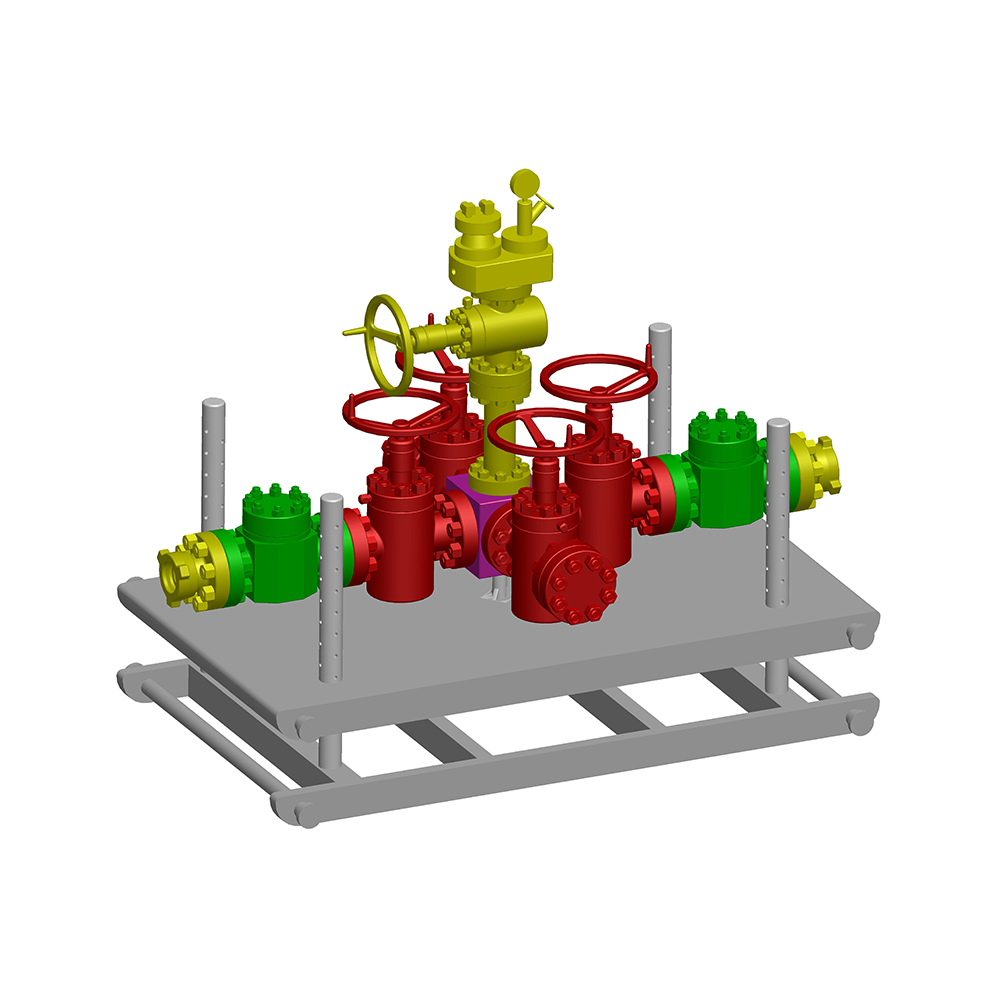
A frac manifold fungerer som det centrale væskenav i en hydraulisk fraktureringsspredning - samler flow fra flere pumpeenheder, giver isolering og flowkontrolevne og leverer væske ved kontrolleret tryk til brøndhovedets behandlingsjern. Det ligner konceptuelt en motorvejsudfletning: flere baner med stor trafik (pumpebiler) smelter sammen i en kontrolleret strømningsvej, der fører til en enkelt destination (brøndboringen).
Kernefunktionen af en fraktureringsmanifold er tredelt: væskefordeling, trykudligning og driftsfleksibilitet. Uden en manifold ville tilslutning af 20 individuelle pumpetrucks direkte til et enkelt brøndhoved kræve et uoverskueligt virvar af højtryksjern uden mulighed for at isolere individuelle pumper til vedligeholdelse, bytte mellem brønde uden at stoppe arbejdet eller styre trykstigninger fra pumpestart og -nedlukninger.
Nøglekomponenter i en Frac-manifold
- Overskriftslegeme (hovedboring): Det centrale rør eller det smedede legeme, gennem hvilket al væske strømmer. Hovedboringsdiametre spænder typisk fra 4 tommer til 7 tommer (nominelt), med vægtykkelse konstrueret til at modstå sprængningstryk på 1,5-2× arbejdstryk. De fleste skærebordslegemer er lavet af 4130 eller 4140 kromolystål, varmebehandlet for at give udbyttestyrker over 100.000 psi.
- Indløbstilslutninger (pumpeside): Individuelle højtryksforbindelser, hvor pumpevognens afgangsledninger fastgøres. En standard frac manifold har 8–24 indløbsporte, hver forsynet med en stikventil eller skydeventil til individuel pumpeisolering. Tilslutningstyper omfatter hammerunion (fig. 1502 eller 2002), flange eller proprietære lynkoblingssystemer.
- Udgangsforbindelser (brøndside): Højtryksudtag, der fører til behandlingsjernet og brøndhovedet. Flerbrøndspudeoperationer bruger manifolds med 2-8 udløbsporte for at muliggøre samtidig eller sekventiel behandling af flere brønde uden rigning ned mellem trinene.
- Afspærringsventiler: Portventiler eller stikventiler på hver ind- og udløbsport muliggør individuel isolering af enhver pumpe eller brøndforbindelse uden at lukke for hele spredningen. Disse ventiler er typisk hydraulisk eller manuelt betjente, beregnet til det fulde manifold-arbejdstryk.
- Overtryksventil (PRV): En sikkerhedskritisk komponent, der automatisk udlufter væske, hvis manifoldtrykket overstiger det maksimalt tilladte arbejdstryk (MAWP). PRV'er er typisk sat til 105-110% af MAWP.
- Trykmålere og instrumenteringsporte: Realtidstrykovervågning på flere punkter muliggør tidlig detektering af flowbegrænsninger, ventillækager eller pumpeanomalier. Moderneee frac manifolder integrere elektroniske tryktransducere forbundet til behandlingsvognens dataopsamlingssystem.
- Skid / trailerramme: Manifoldenheden er monteret på en stålsko eller vej-lovlig trailer til transport og hurtig implementering. Trailermonterede enheder kan placeres og forbindes på 45-90 minutter af en standard frac-besætning.
Typer af Frac-manifolder: Traditionel vs. lynlås vs. Combo
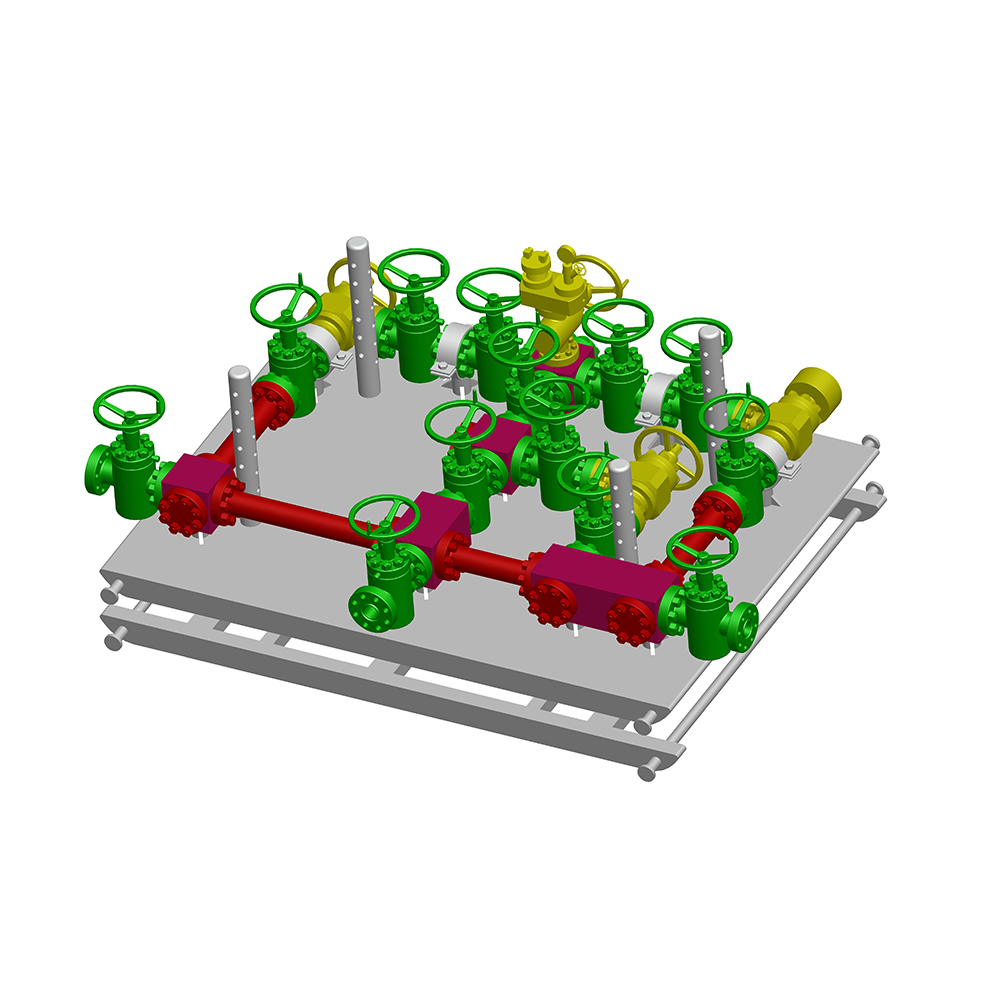
Den frac manifold markedet har udviklet sig fra simple enkeltbrønds samlinger til sofistikerede multibrøndsystemer, der er i stand til at understøtte samtidig frakturering af tilstødende brøndboringer. Tre primære konfigurationer dominerer moderne operationer:
| Parameter | Enkeltbrønds manifold | Lynlås Manifold | Combo / Multi-Well Manifold |
|---|---|---|---|
| Brønde serveret | 1 | 2 (vekslende) | 2-8 |
| Typiske indløbsporte | 8-16 | 16-24 | 20-40 |
| Typisk arbejdstryk | 10.000–15.000 psi | 10.000–15.000 psi | 10.000–20.000 psi |
| Driftstilstand | Sekventielle faser | Skift mellem 2 brønde | Samtidig eller sekventiel |
| Rig-up tid | 45–90 min | 2-4 timer | 4-8 timer |
| Pumpeudnyttelse | ~60-70 % | ~80-90 % | ~85-95 % |
| Kapitalomkostninger (relativ) | Lav (basislinje) | Medium (40-80 %) | Høj (100-200 %) |
| Bedste applikation | Enkeltbrønds puder, udforskende | 2-brønds puder, pudeboring | Multi-brønd puder, samtidig frac |
Tabel 1: Sammenligning af de tre primære frac-manifoldkonfigurationer efter vigtige operationelle og kommercielle parametre. Lynlås- og combo-manifolder leverer betydeligt højere pumpeudnyttelse på bekostning af større kompleksitet og kapitalinvestering.
Den Zipper Frac Manifold: How It Doubles Pump Efficiency
Den lynlås frac manifold er den mest betydningsfulde operationelle innovation inden for frac-manifolddesign i de sidste to årtier. I en lynlåskonfiguration veksler en enkelt pumpespredning mellem to tilstødende brøndboringer - mens den ene brønd sprænges, bliver den anden perforeret og klargjort til næste trin. Dette eliminerer den ikke-produktive tid (NPT) mellem stadier, der tegner sig for 30-40 % af den samlede færdiggørelsestid på enkeltbrøndsoperationer.
Den hydraulic advantage is equally significant: research has shown that zipper fracturing on adjacent parallel laterals creates fracture interference patterns that extend total stimulated reservoir volume (SRV) by 15–25% compared to sequential single-well fracturing. The fractures from one well "push" into the reservoir in directions that complement the fracture geometry of the adjacent well, improving drainage efficiency across the pad.
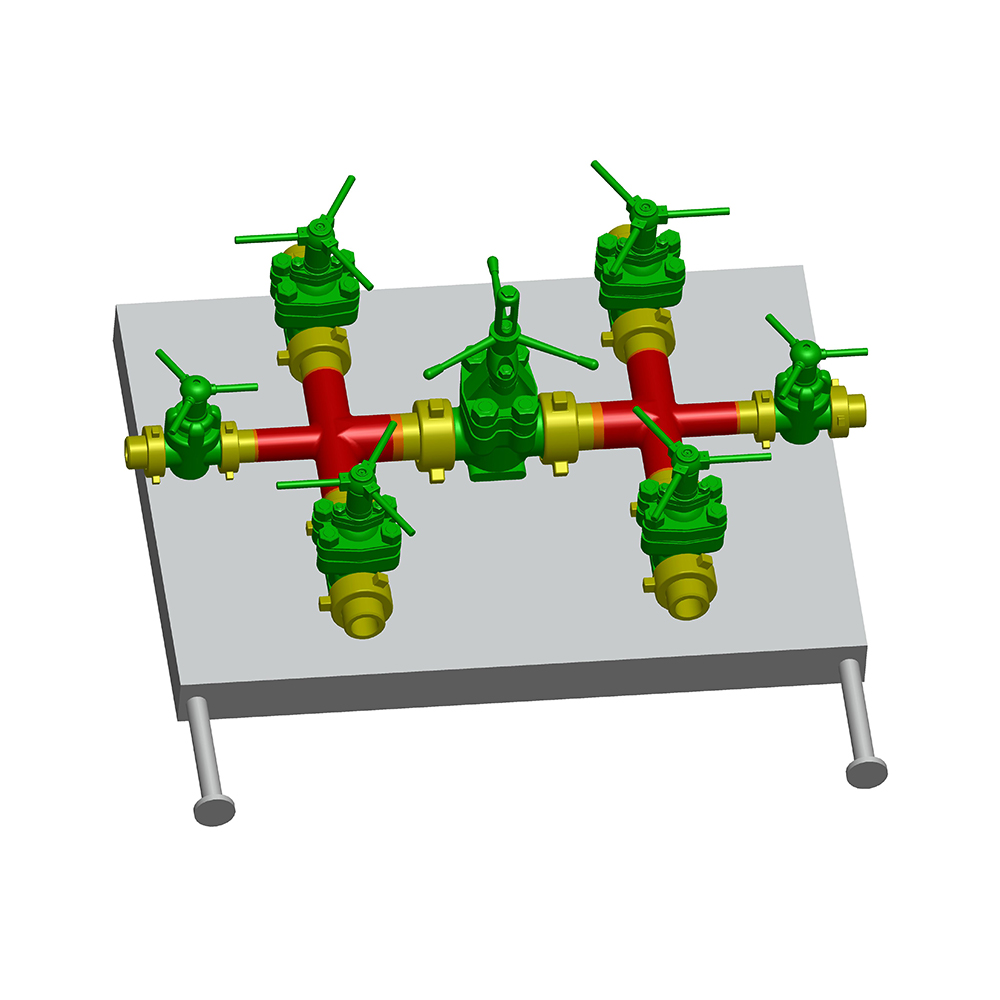
En standard lynlås frac manifold består af to separate samlerør, der er forbundet med en krydsende sektion med isoleringsventiler, hvilket gør det muligt at omdirigere hele pumpespredningen fra brønd A til brønd B ved at åbne og lukke to ventiler - en koblingsoperation, der tager mindre end 60 sekunder.
Frac Manifold Pressure Ratings: Valg af den rigtige klasse
Trykklassificering er den mest sikkerhedskritiske specifikation, når du vælger en frac manifold . Underspecificeret trykklassificering er den primære årsag til katastrofale manifoldfejl, som kan være fatale og resultere i brøndkontrolhændelser. Industrien bruger et standardiseret trykklassesystem tilpasset API 6A og API 16C:
| Trykklasse | Arbejdstryk (psi) | Testtryk (psi) | Typisk anvendelse | Fælles Dannelse |
|---|---|---|---|---|
| 10K | 10.000 | 15.000 | Konventionelle frac, lavvandede brønde | Permbassin (nogle zoner) |
| 15K | 15.000 | 22.500 | Standard skiferfrac, pudeboring | Marcellus, Eagle Ford, Haynesville |
| 20K | 20.000 | 30.000 | Ultra-HPHT, dybe brønde | Deep Haynesville, SCOOP/STACK |
Tabel 2: Standard frac manifoldtrykklasser med tilsvarende testtryk og typiske formationsanvendelser. Alle frac-manifold-trykholdige komponenter skal testes hydrostatisk til 1,5× arbejdstryk før implementering i henhold til API 16C-krav.
Den selection of a 15K versus 20K frac manifold er ikke kun et spørgsmål om sikkerhedsmargin - det har direkte omkostningskonsekvenser. En 20K-klassificeret manifoldsamling kan koste 40-70 % mere end en tilsvarende 15K-enhed på grund af de tungere smedede kroppe, tykkere vægge, ventiler med højere specifikationer og mere strenge materialekvalifikationstest, der kræves. Brug af en 10K eller 15K manifold i en formation, der kræver et behandlingstryk på 18.000 psi, skaber imidlertid en uacceptabel risiko for trykinddæmningsfejl.
Materialer og metallurgi: Hvad får en Frac-manifold til at overleve højtryksslibeservice
Frac manifold komponenter står over for en unikt straffende kombination af mekaniske belastninger: cyklisk højtryksbelastning under hvert trin, erosion fra højhastigheds proppant-fyldt væske (sandkoncentrationer på 0,5-4 lb/gal ved hastigheder på 40-80 ft/s), kemisk angreb fra syreforskylninger og friktionsreducere, og pressetræthed fra cykluser, der gentages pr. år.
Materiale til krop og overskrift
Den main header body of a frac manifold er typisk smedet af AISI 4130 eller 4140 kromolystål, varmebehandlet til en minimum flydespænding på 75.000-100.000 psi (Grade L eller Grade P pr. API 6A). Smedet konstruktion er obligatorisk - støbejern eller svejsede fabrikationer kan ikke pålideligt modstå den cykliske træthedsbelastning ved frac-service. Smedning eliminerer de indre hulrum og retningsbestemte kornsvagheder, der gør støbegods modtagelige for udmattelsesrevner.
Til sure serviceapplikationer (H₂S til stede) skal materialer opfylde NACE MR0175 / ISO 15156-kravene, som begrænser maksimal hårdhed til 22 HRC for at forhindre sulfidspændingsrevner. Sur-service frac manifolder Brug lavlegeret kulstofstål med kontrolleret kemi frem for højstyrkelegeringer, idet du accepterer lavere trykklassificeringer i bytte for sur modstand.
Erosionsbeskyttelsesteknologier
Erosion af proppant er den primære slidmekanisme i frac manifold kroppe, især ved tee-kryds, albuer og ventilsæder, hvor strømningshastigheden og turbulensen topper. Der anvendes tre primære erosionsbegrænsende strategier:
- Udskiftelige slidærmer: Skær af hårdmetal eller hærdet stål, der forer den indvendige boring ved højerosionszoner. Disse er designet som forbrugsdele, der kan udskiftes under planlagt vedligeholdelse uden at udskifte hele manifoldlegemet. En standard slidmanchet har en levetid på 200-500 frakturer afhængigt af proppantkoncentration og type.
- Tungsten carbid ventil trim: Portventiler og propventiler i frac-service bruger wolframcarbidsæder og trimkomponenter med Vickers-hårdhed på 1.500-2.400 HV - langt hårdere end 100 mesh kvartssandproppant (ca. 800 HV), der strømmer gennem dem.
- Optimering af flowstigeometri: Modern frac manifold Designs bruger computational fluid dynamics (CFD) til at optimere intern boringsgeometri, reducere turbulens ved kryds med 20-40 % og forlænge middeltiden mellem slidrelateret vedligeholdelse.
Frac Manifold Operations: Rig-Up, Pre-Job Testing og Stage Execution
Korrekt operationel procedure for en frac manifold er lige så vigtig som udstyrsspecifikation. Størstedelen af udstyrsfejl på stedet er forårsaget af procedurefejl - utilstrækkelig tryktestning, forkert ventilsekvens eller forbindelsesfejl - ikke af udstyrsfejl.
Pre-Job Pressure Testing Protocol
Hver frac manifold samlingen skal tryktestes før hvert job til det maksimale forventede behandlingstryk eller til manifoldens nominelle arbejdstryk, alt efter hvad der er lavere. Standardprotokollen omfatter:
- Lavtrykstest (200–500 psi): Bekræfter, at alle forbindelser er korrekt sammensat, og at ventilerne sidder fast. Et 10-minutters hold med nul trykfald påkrævet, før du fortsætter.
- Højtrykstest (til MAWP eller maks. forventet behandlingstryk): Et 10-minutters hold ved fuldt testtryk med ikke mere end 50 psi henfald tilladt. Ethvert henfald, der er større end dette, kræver øjeblikkelig undersøgelse og gentest, før operationer begynder.
- Ventil funktion test: Hver afspærringsventil åbnes og lukkes under tryk for at verificere korrekt funktion. En ventil, der ikke holder differenstrykket, er mærket ude af drift og omgået eller udskiftet.
- PRV sætpunkt verifikation: Den pressure relief valve pop-off pressure is verified against its certification tag. PRVs in frac service should be re-certified every 12 months or 500 operating hours, whichever comes first.
Faseudførelse: Ventilstyring under et frac-job
Under et fraktureringsstadium vil frac manifold operatøren er ansvarlig for at styre indløbs- og udløbsventilpositioner i realtid. Standard betjeningsprocedure kræver:
- Luk aldrig en nedstrøms (brøndside) ventil, mens pumperne kører: Lukning af brøndudløbet, mens pumperne er i hastighed, skaber en "dødhoved"-tilstand - trykspidser for at pumpe lukketrykket inden for sekunder, hvilket potentielt overstiger manifold MAWP. Alle pumpeenheder skal lukkes ned, før ventilerne på brøndsiden lukkes.
- Sekventielt pumpeindgreb: Pumper bringes online en ad gangen gennem deres individuelle indløbsventiler, hvilket gør det muligt for operatøren at overvåge trykrespons og bekræfte manifoldens integritet, før de tilføjer efterfølgende pumper.
- Lynlåsmanifold skifte procedure: Når der skiftes mellem brønde i en lynlåsoperation, åbnes den modtagende brønds ventil, før behandlingsbrøndens ventil lukkes - opretholdelse af kontinuerlig flow og forebyggelse af trykhammerhændelser, der accelererer ventil- og fittingslid.
Næste generations Frac Manifold-teknologi: Automation og fjernbetjening
Den frac manifold gennemgår en betydelig teknologisk transformation drevet af industriens skub i retning af fjerntliggende og autonome brøndoperationer - en tendens accelereret af lønomkostninger, HSE-hensyn og integrationen af elektriske fraktureringer (e-frac) spreads.
Automatiserede ventilkontrolsystemer
Næste generation frac manifolder integrere hydraulisk eller elektrisk aktiverede ventiler styret fra behandlingsvognen - eliminerer behovet for personale til at betjene manifoldventiler manuelt i højtrykszonen nær brøndhovedet. Automatiserede ventilsystemer kan udføre lynlås-omskiftersekvensen på under 5 sekunder versus 30-60 sekunder for manuel drift, hvilket reducerer NPT og trykudsving under brøndovergange.
Avancerede styresystemer inkluderer interlock-logik, der forhindrer operatører i utilsigtet at skabe dødhovedtilstande - hvis en kommando om at lukke en brøndsideventil udsendes, mens pumperne er over en forudindstillet flowhastighedstærskel, advarer systemet operatøren og kræver bekræftelse, før kommandoen udføres.
Integrerede sensorarrays og forudsigelig vedligeholdelse
Modern frac manifold designs indlejrer ultralyds vægtykkelsessensorer i højerosionszoner, der transmitterer sliddata i realtid til behandlingsvognen. Når vægtykkelsen på et overvåget sted falder under en forudindstillet tærskel (typisk 80 % af den oprindelige designtykkelse), markerer systemet komponenten til inspektion eller udskiftning ved det næste planlagte vedligeholdelsesvindue - før der opstår en fejl.
Akustiske emissionssensorer kan detektere mikrorevner i manifoldlegemer, før revner forplanter sig til en tilstand gennem væggen, hvilket giver tidlig advarsel om træthedsskader, som visuel inspektion ville gå glip af. Industridata indikerer, at forudsigelige vedligeholdelsesprogrammer baseret på kontinuerlig sensorovervågning kan forlænge gennemsnittet frac manifold levetid med 20–35 % og reducere uplanlagte udstyrsfejl med over 60 %.
Frac-manifoldinspektion og -vedligeholdelse: Hvad industristandarder kræver
Frac manifold inspektions- og vedligeholdelseskrav er styret af API RP 7L, API 16C og operatørspecifikke QA-programmer. Konsekvenserne af manifoldfejl - højtryksvæskefrigivelse, potentiel antændelse og personskade - gør overholdelse ikke til forhandling.
- Visuel inspektion efter jobbet: Efter hvert stykke arbejde inspiceres alle udvendige overflader, forbindelsespunkter, ventilstammer og trykmålere visuelt for lækager, mekaniske skader, erosionsriller og korrosion. Enhver fitting, der viser synlig erosion ved OD, tages ud af drift til dimensionsinspektion.
- Ultralydstykkelsestest (UT): Minimum vægtykkelse måles ved alle højerosionszoner (T-forbindelser, albuer, ventilhuse) ved hjælp af kalibrerede ultralydsmålere. Målinger under den beregnede mindste vægtykkelse (iht. ASME B31.3 eller API 6A) kræver øjeblikkelig fjernelse fra drift.
- Magnetisk partikelinspektion (MPI) eller dye penetrant test (DPT): Udført på svejsezoner, gevindforbindelser og områder med observeret erosion for at detektere overfladebrydende revner. MPI foretrækkes til magnetiske materialer; DPT bruges på ikke-magnetiske legeringer.
- Fuld recertificering hydrostatisk test: Påkrævet årligt eller efter enhver reparation, ved 1,5× arbejdstryk i mindst 10 minutters hold. Gencertificeringsjournaler skal kunne spores til det specifikke manifold-serienummer og opbevares i udstyrets levetid.
- Genopbygning og udskiftning af ventil: Portventiler i frac-manifoldservice kræver typisk udskiftning af sæde og tætning efter 150-300 driftscyklusser (åbne/lukke under tryk). Udskudt ventilvedligeholdelse er den førende årsag til ventillækager i drift ved aktiv frac manifolder .
Ofte stillede spørgsmål: Frac Manifolds
Q1: Hvad er forskellen mellem en frac manifold og et behandlingsjern?
A frac manifold er den centrale distributionshub, der samler pumpestrømme og dirigerer dem til individuelle brøndforbindelser. "Behandlingsjern" refererer til højtryksrørsegmenter, hammerforbindelser og albuer, der forbinder manifoldudløbet til brøndhovedet. Manifolden er en fast enhed monteret på en skridsko eller trailer; behandlingsjern er det feltriggede rør mellem manifold og brøndhoved, der er konfigureret forskelligt til hver opgave. Begge skal være klassificeret til det samme arbejdstryk, men de tjener fundamentalt forskellige funktioner i strømningsvejen.
Q2: Hvor mange pumpebiler kan en frac manifold håndtere?
Standard frac manifolder er designet med 8–24 indløbsporte. En typisk stor-pude-komplettering i Perm-bassinet bruger 18-24 pumpeenheder, hvilket kræver en manifold med mindst så mange indløbsforbindelser. Hver indløbsport håndterer den fulde nominelle flowhastighed for én pumpelastbil - typisk 25-50 slag/min pr. enhed ved driftstryk. Manifoldens hovedboring skal dimensioneres, så det maksimale totalflow (summen af alle aktive pumper) ikke producerer væskehastigheder på over 30-40 ft/s, hvilket er erosionstærsklen for stål under proppant-fyldt flow.
Q3: Hvad er et "missil" i frac manifold terminologi?
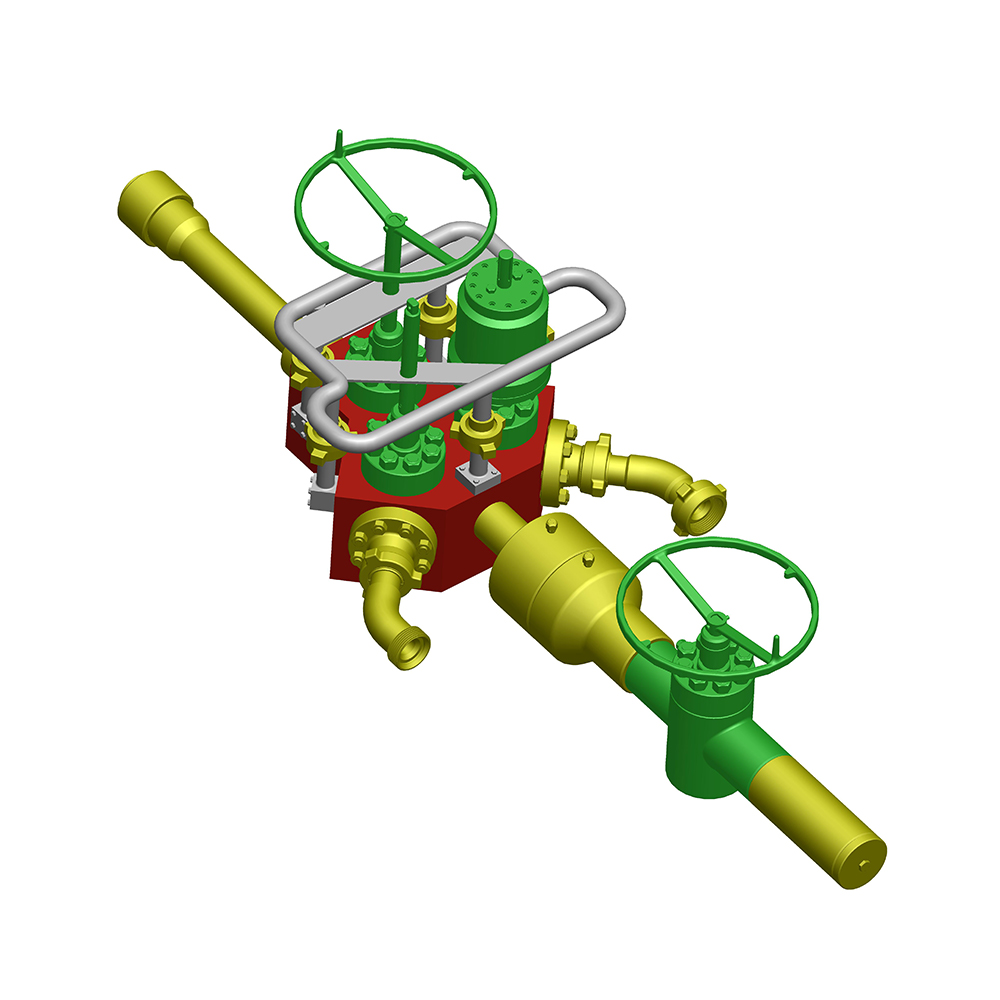
Et "missil" (nogle gange kaldet et "frac-missil" eller "missilmanifold") er en ældre, enklere stil af frac manifold bestående af et enkelt aflangt samlerørhus med flere indløbs- og udløbsporte men minimal integreret ventilstyring. Navnet kommer fra den cylindriske form af de tidlige designs. Moderne manifoldsystemer har stort set erstattet missiler i skiferoperationer med højt antal trin på grund af overlegen flowkontrolevne, men missiler forbliver i brug til simplere konventionelle frac-operationer, hvor omkostningsminimering er den primære drivkraft.
Q4: Hvordan håndterer en frac-manifold trykstigningen, når en pumpe tilføjes eller fjernes?
Når en pumpe tilføjes til spredningen, vil dens udløbsventil på frac manifold åbnes langsomt - ikke snappes op - mens pumpen bringes til linjetryk, før den tilsluttes til manifolden. Denne "soft connect"-procedure, som tager 10-30 sekunder, forhindrer en hydraulisk hammerhændelse, der ville opstå, hvis en højtrykspumpe pludselig blev forbundet til en manifold ved et andet tryk. Moderne automatiserede manifoldsystemer inkluderer logik for indløbsventiltrykudligning: Ventilen åbner ikke helt, før trykforskellen over den falder til under 500 psi, hvilket sikrer en jævn trykovergang.
Q5: Hvilke certificeringer skal en frac-manifold bære?
En korrekt certificeret frac manifold skal medbringe dokumentation for: API 6A eller API 16C trykklassificering for alle trykholdige komponenter; materialetestrapporter (MTR'er), der sporer alle trykholdige dele til deres varme- og lotnumre; hydrostatisk testcertifikat underskrevet af en kvalificeret inspektør; ventil ydeevne test certifikater; og, hvor det er relevant, NACE MR0175-overensstemmelsesdokumentation for sur service. Nogle operatører kræver desuden tredjepartsudstyrsinspektion (TPEI) af et anerkendt inspektionsorgan før deployering på deres lokationer.
Q6: Hvordan er en frac-manifold forskellig fra en produktionsmanifold?
Mens begge er væskedistributionssystemer, en frac manifold og en produktionsmanifold er fundamentalt forskellige i design og servicekrav. A frac manifold er et midlertidigt højtrykssystem (10.000-20.000 psi) designet til kortvarig, cyklisk pumpeservice med slibende proppant-fyldte væsker. En produktionsmanifold er et permanent, lavere tryk (typisk 1.000-5.000 psi) system designet til kontinuerlig steady-state flow af producerede kulbrinter. Produktionsmanifolder prioriterer korrosionsbestandighed og langtidsforsegling; frac manifolder prioritere trykklassificering, erosionsbestandighed og hurtig feltrekonfiguration.
Konklusion: Frac-manifolden er rygraden i enhver moderne færdiggørelsesoperation
A frac manifold er langt mere end et passivt stykke rør - det er det hydrauliske kommandocenter for en hydraulisk fraktureringsspredning, og dens specifikation, vedligeholdelse og drift bestemmer direkte jobeffektivitet, personalesikkerhed og færdiggørelseskvalitet. At vælge den rigtige manifoldtype (enkeltbrønd, lynlås eller combo), trykklasse (10K, 15K eller 20K) og materialespecifikation til dine dannelses- og driftsforhold er en teknisk beslutning med store omkostninger og sikkerhedsmæssige konsekvenser.
Den data makes a compelling case for investing in high-quality frac manifold udstyr: lynlåsmanifolder reducerer færdiggørelsen af NPT med 30-40 %, automatiserede ventilsystemer reducerer manifold-relaterede hændelser med over 60 %, og forudsigende vedligeholdelsesprogrammer forlænger udstyrets levetid med 20-35 %. Efterhånden som industrien fortsætter med at presse på mod højere pumpetal, højere behandlingstryk og samtidige multibrøndsoperationer, fraktureringsmanifold vil kun blive mere central - og mere teknisk krævende - i færdiggørelsesudstyrsstakken.