A skydeventil er en lineær bevægelsesisoleringsenhed, der styrer flowet ved at hæve eller sænke en flad eller kileformet port vinkelret på rørledningsboringen - og i olieudvinding forbliver den den dominerende ventiltype til stordiameter, højtryks-hovedledningsisolering, hvor fuld, uhindret strømning er påkrævet og hyppig drift ikke er det. Ifølge Global Valve Market Report 2023 (MarketsandMarkets) , portventiler står for ca 28 % af alle ventiler, der sælges til olie- og gasopstrømssektoren efter volumenenhed , kun næst efter kugleventiler, hvor segmentet vurderes til over 2,1 milliarder dollars årligt. At forstå præcis, hvad en skydeventil er, hvordan den fungerer, og hvor den hører hjemme i et oliefeltsystem er grundlæggende viden for enhver boreingeniør, produktionssupervisor og indkøbsspecialist.
Hvad er en portventil, og hvordan virker den?
A skydeventil fungerer ved at flytte en låge - en flad skive eller tilspidset kile - vinkelret på strømningsretningen, enten trækkes helt ind i motorhjelmens hulrum (helt åben) eller helt blokerer boringen (helt lukket). I modsætning til en kugleventil, der roterer 90 grader, kræver en skydeventil flere fulde omdrejninger af håndhjulet eller aktuatorstangen for at bevæge sig mellem åben og lukket position, hvorfor den er klassificeret som en multi-turn ventil . I den helt åben position trækkes lågen helt tilbage i motorhjelmen over strømningsvejen, hvilket efterlader en uhindret passage med fuld boring med praktisk talt nul trykfald - en kritisk fordel i stamlinjer med højt flow af råolie, hvor selv en lille begrænsning forårsager målbart produktionstab.
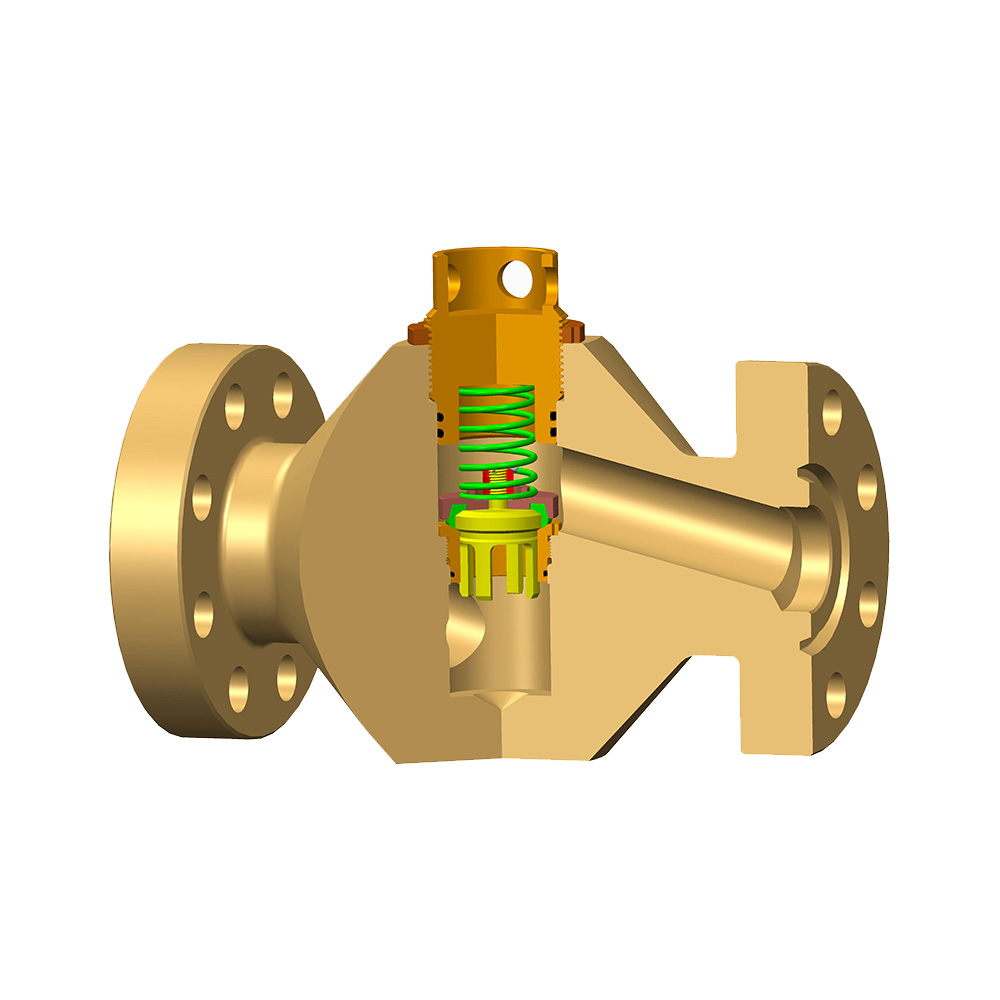
Kernekomponenterne i et oliefelt skydeventil er:
- Ventilhus: Den trykholdende skal, typisk smedet af kulstofstål (ASTM A105), legeret stål (ASTM A182 F22) eller rustfrit stål. Kroppen huser flowporte og sæder og bærer det fulde rørledningstryk - op til 20.000 psi ved ekstrem HPHT-brøndhovedtjeneste.
- Port (skive): Det glidende lukkeelement. Solide kileporte, fleksible kileporte, delte kileporte og parallelle pladeporte er de fire hovedvarianter, der bruges i petroleumsservice, der hver tilbyder forskellige tætningsegenskaber og modstandsdygtighed over for termisk binding.
- Sæder: To siddeflader inde i kroppen, som lågen tætner mod, når den er lukket. Ved oliefeltservice er sæderne integreret (bearbejdet fra kroppen), indsat (udskiftelige ringe) eller hårdt belagt med Stellite eller wolframcarbid for at modstå erosion fra sandfyldt råolie.
- Stængel: Overfører rotationsmoment fra håndhjulet eller aktuatoren til en lineær bevægelse af porten. Design med stigende spindel viser visuelt ventilposition (spindlen hæver sig, når den er åben); ikke-stigende stilk-design holder stilken helt lukket - foretrukket, hvor højden er begrænset på offshore platforme.
- Motorhjelm: Den øvre lukning, der forsegler kropshulen og styrer stilken. Boltede motorhjelme er standard for de fleste oliefeltsservice; tryktætningshætter bruges over 900# (ASME klasse 900), hvor risikoen for lækage af motorhjelmen er størst.
- Pakning og pakning: Spindeltætningssystem, der forhindrer ekstern lækage. I H2S sur-gas service skal emballagematerialer og pakdåsedesign overholde NACE MR0175 / ISO 15156 for at forhindre sulfidspændingsrevner og giftig H2S-frigivelse.
Typer af portventiler, der bruges til olieudvinding
Der er fem rektorer skydeventil designs implementeret på tværs af opstrøms olieoperationer, hver konstrueret til at adressere en specifik kombination af tryk, temperatur, væsketype og cyklusfrekvens.
1. Solid kile lågeventil
Den solide kile er den enkleste og mest udbredte skydeventil design i oliefeltsservice. En tilspidset låge i ét stykke sidder mod to vinklede sæder i karosseriet, hvilket giver pålidelig tætning over et bredt tryk- og temperaturområde. Solid wedge-design er standard for ikke-ætsende råolieservice op til ASME-klasse 2500 (ca. 6.250 psi ved 100°F). Deres begrænsning er modtagelighed for termisk binding - i varm drift kan differentiel termisk ekspansion mellem porten og kroppen låse porten mod sæderne, hvilket gør ventilen umulig at åbne. Dette er grunden til, at solide kileventiler sjældent er specificeret til dampindsprøjtning eller brøndservice ved høje temperaturer (over 500°F).
2. Fleksibel kileventil
Den fleksible kile har en periferisk rille skåret ind i lågen, der tillader de to siddeflader at bøje uafhængigt, hvilket kompenserer for mindre sædeforskydning og reducerer termisk binding. Fleksibel kile skydeventils er det foretrukne design til steam-flood og termisk EOR (enhanced oil recovery) injektionslinjer, hvor temperaturen kan overstige 650°F (343°C). Ifølge ASME B16.34 (2021) , fleksible kiledesigns opnår tættere forsegling ved høje temperaturer end solide kiler, mens de bibeholder tilsvarende trykklassificeringer.
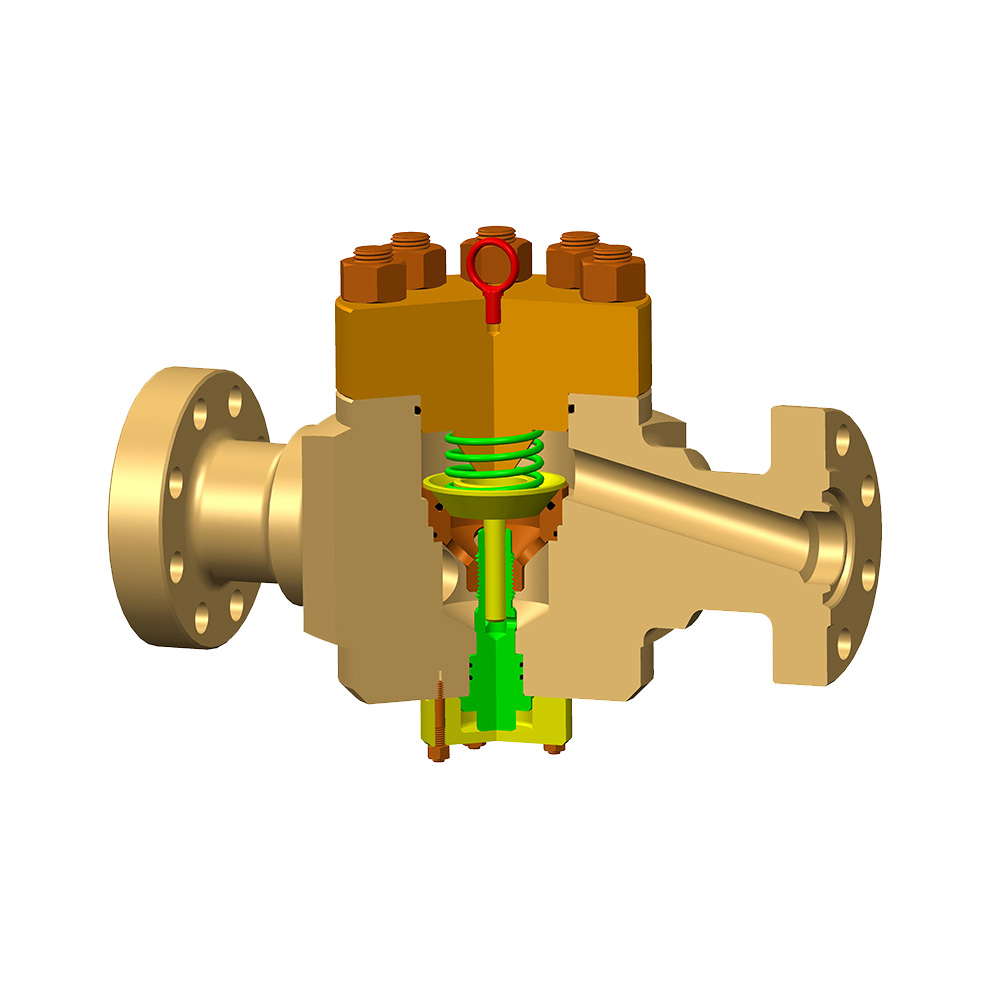
3. Parallel pladeportventil (ekspanderende portventil)
Parallel plade skydeventils Brug to parallelle portsegmenter - en plade og en afstandsholder - der spredes mekanisk fra hinanden i den lukkede position for at gå i indgreb med begge sæder samtidigt, hvilket giver en dobbeltblok tætningsvirkning. Dette design er det dominerende valg for brøndhoved og juletræstjeneste per API 6A, fordi det eliminerer problemet med termisk binding fuldstændigt (porten kiler ikke fast mod sæderne), tillader rørledningssvin at passere gennem den flade boring og opnår nul-lækage metal-til-metal tætning ved tryk op til 20.000 psi. Den ekspanderende skydeventil er den højeste specifikation skydeventil i olieindustrien.
4. Knivportventil
Knivventiler bruger en tynd, skarpkantet port, der skærer gennem tyktflydende væske eller væske af gylletypen for at opnå lukning. I oliefeltapplikationer, kniv skydeventils bruges i systemer til behandling af produceret vand, håndtering af boremudder og spångyllelinjer, hvor konventionelle kileporte ville blive tilstoppet af faststofophobning i kropshulrummet. De er ikke egnede til højtryksservice - det maksimale nominelle tryk er typisk 150 psi til 300 psi - men er yderst effektive til håndtering af væsker med lavt tryk og høje faste stoffer.
5. Gennemløbsventil
Gennemgående ledning skydeventils har en fuldboret åbning i selve porten, så når ventilen er åben, passerer strømningsvejen gennem porten i stedet for over den. Dette eliminerer lommen i kroppens hulrum, hvor faste stoffer, voks eller hydrater kan ophobes i konventionelle portdesigns. Gennemgående ledningsdesign er bredt specificeret for råolieeksportrørledninger og applikationer til modtagelse af svin hvor indvendig renlighed og pigbarhed er obligatorisk. De bruges også i nedgravede rørledningsisolationsstationer på land, hvor dræning af ventilhulrum er upraktisk.
Portventil vs. kugleventil vs. kugleventil: Hvilken er den rigtige til olieudvinding?
At vælge den forkerte ventiltype til en oliefeltsapplikation er en af de mest almindelige og dyre indkøbsfejl - en skydeventil, der er angivet, hvor en kugleventil er påkrævet, kan betyde en mislykket ESD-reaktion, mens en kugleventil, der er angivet, hvor en skydeventil hører hjemme, tilføjer unødvendige omkostninger. Tabellen nedenfor giver en direkte teknisk sammenligning baseret på API 6D, API 6A og ASME B16.34 servicekrav:
| Kriterier | Portventil | Kugleventil | Globusventil |
|---|---|---|---|
| Driftsbevægelse | Multi-drej lineær (langsom) | Kvartdrejning roterende (hurtig) | Multi-drej lineær (langsom) |
| Flowmodstand (helt åben) | Meget lav (fuld boring) | Meget lav (design med fuld boring) | Høj (S-formet strømningsbane) |
| Emergency Shutdown (ESD) | Ikke egnet (for langsomt) | Fremragende (under 1 sekund) | Ikke egnet |
| Drossel/flowkontrol | Anbefales ikke (erosionsrisiko) | Ikke anbefalet (standardboring) | Fremragende |
| Max tryk (API-klassificeret) | Op til 20.000 psi (API 6A) | Op til 15.000 psi (API 6A) | Op til 6.000 psi (ASME 2500#) |
| Piggbar (grisepassage) | Ja (design gennem ledning) | Ja (design med fuld boring) | Nej |
| Cyklus frekvens egnethed | Lav (sjælden isolation) | Høj (10.000 cyklusser) | Medium |
| Relativ købspris (samme størrelse/klasse) | Lav-medium | Medium-høj | Medium |
| Termisk bindingsrisiko | Ja (solid kiletype) | Nej | Nej |
| Bedste anvendelsessag i olieudvinding | Hovedledningsisolering med stor boring, hovedventiler til brøndhoved (ekspanderende port) | ESD, brøndhovedvingeventiler, undersøisk isolering | Kemisk injektion flow kontrol, forsyningssystemer |
Tabel 1: Teknisk sammenligning af skydeventil, kugleventil og kugleventil til olieudvindingsservice. Data baseret på API 6A, API 6D og ASME B16.34 specifikationer.
Hvor portventiler bruges på tværs af olieudvindingsværdikæden
Portventiler vises på specifikke, veldefinerede steder i ethvert opstrøms olieproduktionssystem - valgt ikke fordi de er universelt overlegne, men fordi deres kombination af fuld-boring flow, højtrykskapacitet og lavfrekvent drift matcher kravene til hovedledningsisolering og brøndhovedhovedventilservice bedre end nogen anden ventiltype.
Brøndhoved hovedventil (overflade og undersøisk)
Brøndhovedets hovedventil - den primære isolationsventil mellem reservoiret og overfladeproduktionssystemet - er i de fleste API 6A-klassificerede brøndhovedsamlinger en ekspanderende parallel skydeventil (også kaldet en pladeventil). Dette design giver nul-lækage metal-til-metal forsegling ved tryk op til 20.000 psi, håndterer sand og kedelsten uden at tilstoppe ventilhulrummet (gennem ledningskonfiguration) og bevarer tætningsintegriteten selv efter længere perioder med inaktivitet - et kritisk krav for sjældent betjente masterventiler. Ifølge API-specifikation 6A (enogtyvende udgave, 2018) , skal alle brøndhovedventiler bestå en hydrostatisk skaltest ved 1,5 gange det nominelle arbejdstryk og en sædetest ved nominelt arbejdstryk med nul synlig lækage.
Råoliestamledning og eksportrørledningsisolering
På råolierørledninger med stor diameter (12 tommer til 48 tommer nominel boring), skydeventils er det økonomiske valg til hovedledningsblokventilstationer, svinefældeisolering og nødblokplaceringer. Ved disse store størrelser kan en tappmonteret kugleventil med fuld boring koste 3-5 gange mere end en tilsvarende API 6D skydeventil. Da hovedledningsblokventiler fungerer sjældent - typisk færre end 12 gange om året - er hastighedsfordelen ved kugleventiler irrelevant, hvilket gør skydeventiler til det omkostningsoptimale valg. En 24-tommer, klasse 600 API 6D gennemløbsventil ved en typisk isolationsstation er ca. 40 % lavere i kapitalomkostninger end en tilsvarende fuldboret kugleventil, ifølge industri indkøb benchmarking data offentliggjort af Pipeline and Gas Journal (2022) .
Bore- og brøndafslutningsoperationer
Portventiler er en integreret del af blowout preventer (BOP) stakken og brøndboringsisoleringssystemer under boring. Den bore spoleventiler på BOP-stakken skal håndtere godt dræbende væske, cementopslæmning og højtryksgasspark - alt sammen i en enkelt ventil. API 16A-klassificerede gateventiler på BOP-choke- og kill-ledninger skal modstå tryk op til 20.000 psi og fungere pålideligt under de mest krævende strømningsforhold, man møder overalt i oliefeltet. Ligeledes under brøndafslutning, skydeventils på færdiggørelsesstrengen isolationsmanifold styre annulus væskecirkulation og juletræsudligning.
Vandinjektion og forbedret oliegenvinding (EOR)
Vandinjektionssystemer, der opretholder reservoirtryk eller implementerer vandoversvømmelse EOR, bruger et stort antal skydeventils på indsprøjtningshoveder og fordelingsmanifolder. Indsprøjtningstryk varierer typisk fra 1.000 til 5.000 psi, og strømningshastigheder kan overstige 100.000 tønder pr. dag (bpd) pr. injektionsstation, hvilket kræver ventiler med stor boring, hvor gateventiløkonomi er overbevisende. Til damp-injektion termisk EOR (bruges i tung olieproduktion i felter som det canadiske oliesand), fleksibel kile skydeventils i ASME klasse 900 eller klasse 1500 er rustfrit stål eller legeret stål specificeret til at håndtere damp ved temperaturer op til 650°F (343°C) og tryk op til 2.500 psi.
Produceret vandbehandling og bortskaffelse
Produceret vand - det saltholdige vand, der produceres sammen med råolie - skal adskilles, behandles og enten geninjiceres eller bortskaffes. På hvert trin af håndteringen af produceret vand, skydeventils (ofte knivportdesign til højt indhold af faste stoffer) isolere filtre, desandere og injektionspumper. Korrosiviteten af produceret vand (højt kloridindhold, ofte indeholdende CO2 og H2S) kræver portventilhuse i duplex rustfrit stål (UNS S31803) eller super duplex (UNS S32750) for at forhindre grubetæring og sprækkekorrosion, der ville forårsage for tidlig fejl i kulstofstål.
Nøglestandarder for portventiler i olieudvinding
Hver skydeventil brugt i opstrøms olieproduktion skal overholde mindst én obligatorisk industristandard - og ikke-kompatible ventiler afvises ved inspektion før installation, hvilket skaber dyre forsinkelser og genindkøbstider på 8-20 uger for højtryksartikler med stor boring.
| Standard | Udstedende organ | Omfang til portventiler | Nøglekrav |
|---|---|---|---|
| API 6A (21. udgave, 2018) | American Petroleum Institute | Brøndhoved- og juletræsventiler op til 20.000 psi | Skaltest ved 1,5x WP; nul-lækage sæde test; brandtest til PR2 |
| API 6D (24. udgave, 2014) | American Petroleum Institute | Rørledningsventiler, design af gennemgående ledninger | Dimensionskrav, cyklustest, materialer, antistatisk |
| API 16A (4. udgave, 2017) | American Petroleum Institute | BOP choker og kill line gate ventiler | Vurderet til 20.000 psi; ydeevnetest med slibende gylle |
| ASME B16.34 (2021) | ASME International | Portventiler in ASME pressure classes 150 to 4500 | Vægtykkelse, karrosseridesign, testtryk efter materiale og klasse |
| NACE MR0175 / ISO 15156 (2015) | NACE International / ISO | Alle skydeventiler i sur (H2S) service | Materialehårdhedsgrænser (maks. 22 HRC for C-stål); SSC modstand |
| API 6FA / API 607 (2016) | American Petroleum Institute | Brandprøvning af spjældventiler med bløde eller elastiske sæder | Skal bevare sædets forsegling efter 30 minutters brænding ved 1.800°F (982°C) |
| ISO 14313 (2007) | ISO | Rørledningsventiler (international ækvivalent til API 6D) | Accepteret som svarende til API 6D i de fleste internationale projekter |
Tabel 2: Primære industristandarder gældende for portventiler i olieudvinding, med udstedende organ, omfang og nøglekrav til overholdelse. Kilder: API, ASME, NACE International, ISO.
Materialevalg til portventiler i oliefeltsmiljøer
Korrekt materialevalg til en skydeventil i olieudvinding forhindrer tre af de mest almindelige fejltilstande - sulfid stress cracking (SSC) i H2S service, chloridgruber i produceret vand service og krybefejl ved højtemperatur EOR injektion. At vælge den forkerte legering kan føre til katastrofal ventilfejl inden for få uger efter installationen.
- Kulstofstål (ASTM A216 WCB / A105N): Standard for sød råolie (H2S under 0,05 psia partialtryk) ved temperaturer fra -20°F til 800°F. Varmebehandling efter svejsning (PWHT) og hårdhedskontrol under 22 HRC er påkrævet i henhold til NACE MR0175, selv i nominelt sød tjeneste som en sikkerhedsforanstaltning mod forbigående H2S-eksponering.
- Lavtemperatur kulstofstål (ASTM A352 LCB / LCC): Obligatorisk for arktiske onshore- og dybvandsoffshoreapplikationer, hvor designtemperaturer falder til -50°F (-46°C). Charpy slagtest ved minimum designtemperatur er påkrævet i henhold til ASME B16.34 og API 6D.
- Legeret stål (ASTM A182 F11 / F22 / F91): Nødvendig til højtemperaturservice over 750°F (399°C) i EOR-brønde med dampoversvømmelse og højtryksdampindsprøjtningshoveder. F91 (9Cr-1Mo-V) giver overlegen krybemodstand til service op til 1.100°F (593°C) og er det foretrukne materiale til superkritisk dampinjektion.
- 316 / 316L rustfrit stål: Velegnet til produceret vand og havvandsinjektion ved temperaturer under 140°F (60°C). Over denne temperatur bliver chlorid-induceret spændingskorrosion (Cl-SCC) en risiko, og duplex-kvaliteter er påkrævet.
- Duplex rustfrit stål (UNS S31803 / 2205): Standardmaterialet til produceret vand, havvandsinjektion og mild sur service (H2S under 1 psia partialtryk). Giver ca. 2x flydegrænsen på 316 SS og et Pitting Resistance Equivalent Number (PREN) over 32, hvilket muliggør modstand mod kloridgruber ved temperaturer op til 150°F (65°C).
- Super Duplex rustfrit stål (UNS S32750 / 2507): Specificeret til aggressiv sur-gas og høj-chlorid produceret vand service. PREN over 40 sikrer modstand mod pitting i havvand ved temperaturer op til 185°F (85°C). Pr NACE MR0175 del 3 , super duplex er acceptabelt i sur service, når opløsningsudglødet og quench-hærdet for at opnå den korrekte mikrostruktur og hårdhed (maksimalt 310 HV10).
- Inconel 625 / 718 (UNS N06625 / N07718): Reserveret til den mest aggressive service - højt H2S-partialtryk (over 100 psia), højt CO2-partialtryk (over 30 psia) og forhøjede temperaturer. Anvendes primært til ventilspindler, sæder og indvendig trim i HPHT-brønde, hvor kulstofstål og rustfri stållegeringer begge er modtagelige for korrosion. Inconel 625 skydeventils indre kan forlænge vedligeholdelsesintervallerne fra 2 år til over 10 år i alvorlig sur service, hvilket repræsenterer betydelige livscyklusomkostningsbesparelser på trods af de højere oprindelige materialeomkostninger.
Almindelige fejltilstande for portventiler i olieproduktion
Forståelse skydeventil fejlmekanismer giver vedligeholdelsesteams mulighed for at implementere målrettede inspektionsprogrammer og forlænge ventilens levetid - hvilket reducerer hyppigheden af uplanlagte nedlukninger, der koster opstrømsoperatører en estimeret 38 milliarder dollars globalt om året i tabt produktion (Wood Mackenzie, 2022) .
- Sædeerosion fra sand og faste stoffer: Sandfyldt råolie ved hastigheder over 10 ft/sek. eroderer gradvist portsædets overflader, især i delvist åbne positioner. Sæder med hårdt lag Stellite eller wolframcarbid forlænger erosionsbestandigheden med 5-8x sammenlignet med bløde eller uhærdede sæder. Alle skydeventils i sandproducerende brønde bør drives enten helt åbne eller helt lukkede - aldrig delvist revnet åbne.
- Lækage af stammepakning: Ekstern spindellækage er det mest almindelige vedligeholdelsesproblem på overfladen skydeventils , der tegner sig for cirka 35-40 % af alle ventilvedligeholdelsesarbejdsordrer på produktionsfaciliteter (Kilde: Energy Institute Good Practice Guide on Valve Management, 2021 ). Grafitpakning bevarer tætningen længere end PTFE i varm drift, men kræver omhyggelig justering af kirtelfølgeren for at forhindre overkomprimering og fastklemning af stilken.
- Termisk binding (solid kiledesign): Dampindsprøjtning og højtemperaturservice kan få den solide kile til at låse mod sæderne ved afkøling, hvilket kræver hydraulisk donkraft eller varmepåføring for at frigøre porten. Denne fejl kan deaktivere en brøndhovedhovedventil, hvilket potentielt kræver produktionsnedlukning for udbedring. Løsningen er at specificere fleksible kile- eller ekspanderende pladeportdesigner i enhver service over 300°F (149°C).
- Kavitations- og vibrationsskader: Portventiler operated in the partially open position generate turbulent flow and pressure differentials that cause cavitation and internal vibration. Over time, this erodes body walls, damages seats, and can fracture the gate. The correct solution is to install a dedicated control valve or choke for flow modulation and keep gate valves fully open or fully closed.
- Sulfid Stress Cracking (SSC) i sur service: Portventilspindler og bolte lavet af højstyrkestål med hårdhed over 22 HRC er modtagelige for SSC i nærværelse af opløst H2S - revner kan forekomme inden for timer efter første eksponering. Dette løses af NACE MR0175-materialeoverholdelse på indkøbsstadiet. At erstatte ikke-overensstemmende højstyrkebolte for at reducere omkostningerne er en dokumenteret årsag til katastrofale gateventilfejl på surgasbrønde.
- Inaktivitetsinduceret anfald: Portventiler that remain open for years without operation — common on mainline block valves — can develop corrosion, scale, or wax deposits that bond the gate to the seats, making the valve impossible to close when needed. Annual partial-stroke or full-stroke exercise testing per the API 6A anbefalet vedligeholdelsesprogram forhindrer anfald og bekræfter funktionsdygtighed, før en nødsituation opstår.
Aktuatormuligheder for automatiserede portventiler i olieproduktion
Mens de fleste skydeventils i oliefeltsservice er manuelt betjent, fjernbetjening og automatiseret aktivering er påkrævet på ubemandede brøndsteder, undersøiske installationer og sikkerhedskritiske isolationspunkter. Tabellen nedenfor sammenligner aktuatormuligheder for skydeventiler i opstrøms petroleumsservice:
| Aktuator type | Aktiveringstid | Fejlsikker mulighed | Typisk portventilapplikation |
|---|---|---|---|
| Hydraulisk (lineær cylinder) | 15-120 sekunder | Ja (fjeder retur eller akkumulator) | Brøndhoved hovedventil, undersøiske træportventiler |
| Pneumatisk (lineær cylinder) | 30-180 sekunder | Ja (forår retur) | Overflade brøndhovedportventiler, rørledningsblokventiler |
| Elektrisk (MOV, multi-turn) | 60-300 sekunder | Sidste position (UPS-støttet valgfrit) | Fjernisolering af rørledningens hovedledning, ikke-sikkerhedskritiske blokeringsventiler |
| Elektrohydraulisk (lokal HPU) | 20-90 sekunder | Ja (akkumulator lukket) | Ubemandede fjerntliggende brøndhoveder, rørledningsblokstationer med ESD-krav |
Tabel 3: Sammenligning af aktuatortyper til automatiserede portventiler i olieudvinding, inklusive aktiveringshastighed, fejlsikker kapacitet og anbefalet anvendelse.
Ofte stillede spørgsmål om portventiler i olieudvinding
Spørgsmål 1: Hvad er det maksimale tryk for en portventil til brøndhovedservice?
Under API 6A (enogtyvende udgave, 2018) , brøndhoved ekspanderende plade skydeventils fås i trykklasser på 2.000, 3.000, 5.000, 10.000, 15.000 og 20.000 psi arbejdstryk. 20.000 psi (20K)-klassen er den højeste i øjeblikket standardiserede, brugt på ultradybe HPHT-brønde i den Mexicanske Golf, Nordsøen og offshore Brasilien, hvor reservoirtrykket overstiger 15.000 psi lukket brøndhovedtryk.
Q2: Hvorfor kan gateventiler ikke bruges til drosling i olieproduktion?
A skydeventil betjenes i en delvis åben position genererer turbulent, højhastigheds-flow hen over et reduceret ringformet mellemrum ved portkanten - en tilstand, der koncentrerer erosion på et meget lille område af sædet og portens tætningsflade. Ved sandproducerende råolieservice kan dette ødelægge siddefladerne i løbet af få timer, hvilket resulterer i permanent gennemlækage, selv når ventilen er helt lukket. Til flowstyring skal der anvendes en dedikeret chokerventil, kontrolventil eller V-notch-kugleventil. Portventiler er kun designet til helt åben eller helt lukket drift.
Spørgsmål 3: Hvad er forskellen mellem en ventil med stigende stamme og en ikke-stigende ventil?
I en stigende stilk skydeventil , spindelen bevæger sig opad ud af motorhjelmen, når ventilen åbner, hvilket giver en klar visuel indikator for ventilens position - åben, når spindelen er helt udstrakt, lukket, når den er helt tilbagetrukket. Dette design kræver tilstrækkelig lodret spillerum over ventilen, hvilket gør det upraktisk i offshore-platformsrør med lav frihøjde. I et design med ikke-stigende spindel (NRS) forbliver spindelen stationær, og indvendige gevind på portmøtrikken omsætter rotation til portvandring - spindlen strækker sig ikke over motorhjelmen. NRS-design foretrækkes, hvor højden er begrænset, men kræver en separat positionsindikator (mekanisk eller elektronisk) for at bekræfte ventilens position.
Q4: Hvor ofte skal skydeventiler i olieudvinding efterses og vedligeholdes?
Den Energiinstituttets retningslinjer for styring af ventiler (2021) anbefaler, at sikkerhedskritiske skydeventiler (brøndhovedhovedventiler, BOP-komponenter) funktionstestes mindst én gang om året og inspiceres fuldt ud hvert 3.-5. år eller i overensstemmelse med anlæggets risikobaserede inspektionsprogram (RBI). Blokeringsventiler til hovedrørledninger, der sjældent betjenes, bør udøves (fuldt slag eller delvist slag) mindst én gang om året for at forhindre inaktivitetsinduceret anfald. Stængelpakning skal inspiceres for ekstern lækage kvartalsvis og ompakkes eller udskiftes ved det første tegn på synlig gråd.
Q5: Hvad er en ekspanderende portventil, og hvorfor bruges den på oliebrøndhoveder?
En ekspanderende (plade) skydeventil bruger to parallelle portsegmenter - en primær plade og et sekundært afstandselement - som tvinges mekanisk fra hinanden af en fjeder- eller knastmekanisme, når ventilen når den lukkede position, og presser begge segmenter mod opstrøms- og nedstrømssæderne samtidigt. Dette giver en iboende dobbeltblokforsegling uden at være afhængig af ledningstryk for at aktivere sædet, eliminerer termisk binding (fordi porten ikke kiler sig) og tillader pigging gennem kanalen. Pr API 6A , den ekspanderende pladeventil er standarddesignet til brøndhovedservice, fordi den opnår nul-lækage metal-til-metal forsegling ved tryk op til 20.000 psi uden smøreindsprøjtning og kan genmonteres pålideligt efter håndtering af sand, kalk og produceret voks.
Q6: Hvad betyder "brandsikker" for en skydeventil i oliefeltsservice?
En brandsikker skydeventil er en, der er blevet testet og certificeret til at opretholde acceptabel sæde- og kropsforseglingsintegritet efter vedvarende udsættelse for brand - typisk en 30-minutters forbrænding ved 1.800°F (982°C) efterfulgt af en hydrostatisk tryktest, pr. API 6FA eller API 607 . I praksis betyder det, at skydeventiler med bløde (elastomere eller PTFE) primære sæder skal have sekundære metal-til-metal reservesæder, der går i indgreb, når det bløde sæde brænder væk. Alle skydeventiler på kulbrinteførende rørledninger inden for procesområdet på et produktionsanlæg kræves i henhold til de fleste driftsselskabers specifikationer for at være brandsikkert certificeret - også selvom primær sæde er opnået med bløde sædematerialer under normale forhold.
Q7: Hvor længe holder en skydeventil i oliefeltservice?
En korrekt specificeret og vedligeholdt skydeventil i ren råolie service bør opnå en design levetid på 20-30 år. Den faktiske levetid i sandproducerende eller surgasbrønde kan dog være væsentligt kortere uden hårdtbelagte sæder og NACE-kompatible materialer. Brøndhovedventiler udskiftes eller eftersynes typisk hvert 5.-10. år under planlagte brøndoverhalingsoperationer. Rørlednings hovedledningsventiler i nedgravet drift, uden faste stoffer i flowstrømmen og årlige øvelsestest, opnår rutinemæssigt 25-40 års levetid. Ifølge Pipeline and Gas Journal (2022) , overstiger den gennemsnitlige installerede pris for en feltudskiftning af en storboret (24-tommer, 600#-klasse) rørledningsportventil – inklusive udgravning, isolering og gen-idriftsættelse – $250.000, hvilket understreger vigtigheden af korrekt indledende specifikation og forebyggende vedligeholdelse.
Tjekliste til valg af portventil for olieudvindingsingeniører
- Identificer det nødvendige API trykklasse : API 6A til brøndhoveder (op til 20.000 psi), API 6D / ISO 14313 til rørledninger, API 16A til BOP choker og dræberledninger.
- Angiv ekspanderende plade (parallel port) design til alle brøndhovedhovedventiler og enhver service over 5.000 psi eller over 300°F - aldrig solid kile.
- Kræv design af gennemgående ledning hvor som helst rørlednings-pigging udføres, og hvor som helst ophobning af faste stoffer i ventilhulrummet skal forhindres.
- Bekræft H2S-indhold: hvis H2S-partialtrykket overstiger 0,05 psia (0,0003 MPa) , skal alle bærende metalliske komponenter overholde NACE MR0175 / ISO 15156.
- Angiv sæder med hårdt ansigt (Stellit- eller wolframcarbid) til enhver service, der involverer produceret sand, slibesten eller faste partikler i flowstrømmen.
- Kræv API 6FA eller API 607 fire-test certification for alle spjældventiler på kulbrinteførende rørledninger inden for procesområdet.
- Angiv tryktætningshjelm for skydeventiler i ASME klasse 900 og derover — boltede hætter i højtryksdrift er en dokumenteret kilde til ekstern lækage.
- Inkluder en årligt motionsprøvekrav i vedligeholdelsesprogrammet for alle sjældent betjente skydeventiler for at forhindre inaktivitetsinduceret anfald.
- For portventiler på ubemandede eller fjerntliggende steder, specificeres hydraulisk eller elektrohydraulisk aktivering med fejllukkende fjeder eller akkumulatorretur for at muliggøre fjernslukning.